一、前言
工业科技发达下,工具机须符合客户工件多样性需求以及各式生产条件,因此工具机稳定性要求持续提高,不论是工具机受内部机件或外在环境因素影响下之加工精度均需控制在一定范围以符合加工制造需求。工具机加工误差约40% ~ 70% 是由热变位所造成,加工过程工具机各部件发热经热传影响最终加工精度,因此高精密等级工具机多被要求设置于具环境温控厂房内,以降低工具机受环境温度变化影响造成结构温升变形而产生加工精度误差。
工具机长时间之加工稳定性为客户重视之关键因素之一,因此工具机厂需了解机台温度变化与热变位之相关性,以评估机台热变形下之加工精度。机台内部机件发热主要是来自机台运转与切削过程中所产生之热量,机台运转过程热源包含:马达、轴承与伺服进给系统等,而切削过程产生之热量是由刀具与工件间相对运动与其所产生之切屑磨擦生热。上述热源均以传导、对流或辐射方式改变机台各位置温度,使结构热胀冷缩造成工件与刀具相对位置改变而产生加工误差。工具机热变形对于加工精度之影响性极高,因此工具机技术发展重点在于如何有效控制机台热变位以提升加工精度稳定性。
台中精机针对CNC 车床之热变位议题开发智慧化机能技术 “车床热变位补偿STD 标准版”,考虑整机各部件发热与热传行为建立整机结构热变位补偿方程式,以轴向移动进行补偿整机结构热变位,除降低操作人员补正频率外,并有效提升机台精度稳定性与整体效率。
二、车床热变位补偿STD 标准版机能
说明
车床热变位补偿STD 标准版机能针对厂内CNC 车床以计算机有限元素分析(FEM) 软件仿真计算( 图1),并搭配多组实机长时间热变位量测数据与加工工件尺寸变化图( 图2)确认整机结构随时间变化之热变位方向与趋势。
图1、计算机有限元素分析之整机结构热变位结果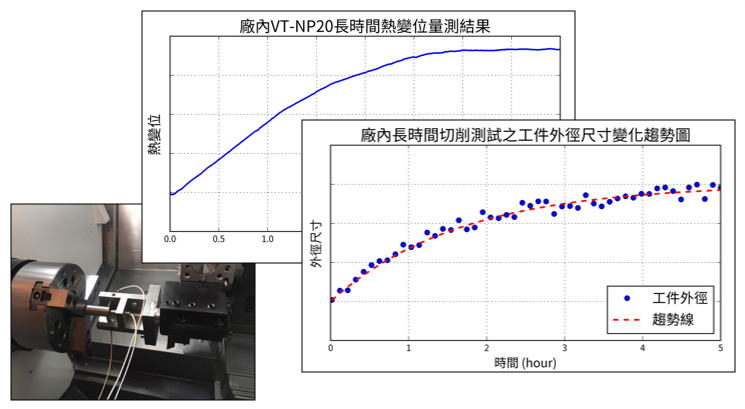
图2、厂内CNC 车床长时间热变位量测与切削测试结果
车床热变位与切削工件尺寸变化结果如图2 所示,结果显示热变位量测结果与外径尺寸变化趋势相近,说明刀具与工件间相对变位趋势为两者逐渐远离,且可区分为瞬时尺寸变化之第一阶段 ( 前3 小时) 与稳态尺寸变化之第二阶段 (3 小时后);第一阶段主要为机台各部件,包含主轴、轴向等运动件发热变形之瞬时短时变位影响,使加工精度变化较剧烈;第二阶段则受整机结构受热传递缓慢与外部环境热源之结构基底变形影响。
热变位补偿STD 标准版依上述计算机仿真、实机量测与切削测验等结果汇整建立整机热变位方程式,以不需额外安装感测组件方式以估算刀具与工件之相对变位量,再将其反向作为机能补偿值输入CNC 控制器驱动对应轴向移动进行补偿以维持加工精度。补偿模式上,瞬时尺寸变化大之第一阶段采短时补偿控制模式,短时间频繁补偿维持工件精度;而稳态尺寸变化之第二阶段之补偿频率较低,以渐进缓慢补偿结构所产生之热变形影响。厂内车床测试有无热变位补偿STD 机能对工件外径尺寸变化之影响,结果如图3 所示:无热变位补偿STD 标准版机能之外径尺寸随时间逐渐增大,而开启机能后能有效将工件尺寸控制在一定范围,有效提高加工精度稳定性。
图3、厂内车床验证有无热变位补偿STD 标准版结果比较
三、客户端应用案例
厂内实测确认热变位补偿STD 标准版机能之加工精度与稳定性后,进行客户端各式加工样态测试验证,外径加工之工件尺寸变化结果如图4 所示,其结果与厂内测试结果相近,无机能案例之工件外径尺寸随时间逐渐变大;而开启机能则能长时间将外径尺寸控制在一定范围内,说明车床热变位补偿STD 标准版可有效补偿CNC 车床整机热变位,且维持机台长时间之加工精度稳定性。
图4、客户端实测验证有无热变位补偿STD 标准版结果比较
四、结论
台中精机具备专业研发技术团队,辅以计算机仿真与精密量测设备持续开发智能化技术,目标提升机台长时间加工精度之稳定性,希望藉此“车床热变位补偿STD 标准版”机能研究与应用,达到降低操作人员补正频率,进而提高客户整体加工效率、产品质量与产量之价值。
车床热变位补偿STD 标准版
机能简介与实例应用
2026/04/14